CNC related queries on software; firmware; DOS; Windows; parameters; programming; error messages etc.
Moderators: Martin, Steve, Mr Magoo
-
littlemoon
- CNC Apprentice

- Posts: 46
- Joined: Mon 19 Dec , 2011 16:17 pm
Post
by littlemoon » Sat 21 Jan , 2012 14:50 pm
got the cable sorted now, so the machine will now connect to the pc. i can now get the chuck to spin and alter the speed i can also move the tool post left and right and up and down

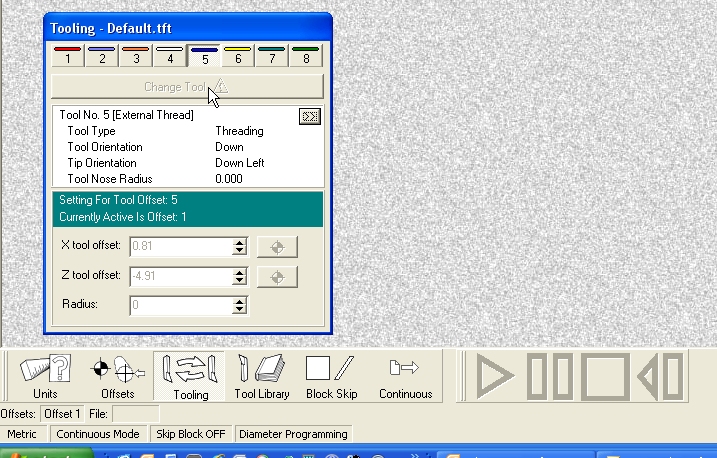
. i cant see how to opperate the tool change manualy, just to make sure it works ?. is there an option in the software to make the lathe do a dummy run as though it was machining somthing ?. here is a pic of the screen showing the mode i am using to operate the lathe. cheers simon


-
Denford Admin
- Site Admin
- Posts: 3635
- Joined: Fri 10 Feb , 2006 12:40 pm
- Hardware/Software: Go to User Control Panel > Profile
Enter as much information about your CNC hardware and software as you can - it makes it easier for everyone to know what you're talking about then.
- Location: Sunny Brighouse
-
Contact:
Post
by Denford Admin » Mon 23 Jan , 2012 10:15 am
To operate toolchange manually, either:
1. Go into AUTO mode, open up the tool editor from the tooling button on the bottom left. Click on a different tool number from the top 8 buttons (you may have to right click and add tools to make them all active) - then click "Change Tool !"
2. Go into MDI mode and type T0202 M06, then hit cycle start.
For a full Auto test, open one of the standard .fnl files (should be found in my documents\denford\cnc files) like pen0. Then in AUTO mode, press cycle start. (get used to pressing Stop then Rewind before starting a program - to be sure it starts from the beginning of the file)
-
Steve
- CNC Guru

- Posts: 1432
- Joined: Tue 21 Feb , 2006 16:15 pm
- Location: Denford UK
Post
by Steve » Mon 23 Jan , 2012 10:21 am
To index the toolpost first you must make sure the Auto Toolpost is enabled in the setup parameters.
Then open the tooling library. Highlight the tool you want to change to then click the toolchange button. Note the machine must be in Auto Mode to allow a toolchange!
-
Attachments
-
- screen1.jpg (251.93 KiB) Viewed 11796 times
-
littlemoon
- CNC Apprentice
- Posts: 46
- Joined: Mon 19 Dec , 2011 16:17 pm
Post
by littlemoon » Fri 03 Feb , 2012 18:45 pm
the tool changer has a problem i think. .... i removed the turning part where you clamp the tools and retried changing from one tool to another the shaft turns as it should, should the slotted or castlated outer ring turn aswell ?. here is a few pics.



cheers simon.
-
Martin
- CNC Guru
- Posts: 1900
- Joined: Fri 24 Feb , 2006 17:09 pm
- Location: Brighouse
Post
by Martin » Fri 03 Feb , 2012 18:57 pm
No just the centre spins.
Does it lock in place without the faceplate on?
-
littlemoon
- CNC Apprentice
- Posts: 46
- Joined: Mon 19 Dec , 2011 16:17 pm
Post
by littlemoon » Sat 04 Feb , 2012 23:21 pm
Martin wrote:No just the centre spins.
Does it lock in place without the faceplate on?
which bit is the face plate

-
Martin
- CNC Guru
- Posts: 1900
- Joined: Fri 24 Feb , 2006 17:09 pm
- Location: Brighouse
Post
by Martin » Sun 05 Feb , 2012 1:24 am
The plate that holds the tools & has the toothed gears on the other side.
When you index without this attached does it index correctly?
We did have problems with the grease fitted inside some of these unit solidifying.
If it has you will need to strip it down.
If it's indexing correctly without the faceplate then it may be how you are fastening it on.
Index the toolpost.
Press the emergency stop button while the shaft is out.
Fasten the faceplate on & tighten screws fully.
Release the emergency stop & run again.
Hope this helps Simon.
-
littlemoon
- CNC Apprentice
- Posts: 46
- Joined: Mon 19 Dec , 2011 16:17 pm
Post
by littlemoon » Sun 05 Feb , 2012 15:51 pm
Martin wrote:The plate that holds the tools & has the toothed gears on the other side.
When you index without this attached does it index correctly?
We did have problems with the grease fitted inside some of these unit solidifying.
If it has you will need to strip it down.
If it's indexing correctly without the faceplate then it may be how you are fastening it on.
Index the toolpost.
Press the emergency stop button while the shaft is out.
Fasten the faceplate on & tighten screws fully.
Release the emergency stop & run
Hope this helps Simon.
martin, it seems to index correctly without the faceplate fitted. when you mean "the shaft is out" dose the shaft slide in and out so as to relocate on the gear ring ?, if this is the case the then this is my problem..... i think ?. cheers for the help. simon
-
Martin
- CNC Guru
- Posts: 1900
- Joined: Fri 24 Feb , 2006 17:09 pm
- Location: Brighouse
Post
by Martin » Sun 05 Feb , 2012 17:08 pm
Yes it should push out as it spins forward. It will then pull back & lock up when it clamps. If the software finishes it's toolchange & the tool number is displayed then it should be OK. Try fitting the faceplate but leave the screws slack. Then request a toolchange. If it does spin then stop it at this point & tighten the screws. If it does not turn then you may need to strip it down & remove the old grease.
-
littlemoon
- CNC Apprentice
- Posts: 46
- Joined: Mon 19 Dec , 2011 16:17 pm
Post
by littlemoon » Mon 06 Feb , 2012 16:24 pm
Martin wrote:Yes it should push out as it spins forward. It will then pull back & lock up when it clamps. If the software finishes it's toolchange & the tool number is displayed then it should be OK. Try fitting the faceplate but leave the screws slack. Then request a toolchange. If it does spin then stop it at this point & tighten the screws. If it does not turn then you may need to strip it down & remove the old grease.
will try what you have said.
the machine had been stood for a long time so i think the shaft is siezed or like you have said the grease has gone hard . cheers simon
-
littlemoon
- CNC Apprentice
- Posts: 46
- Joined: Mon 19 Dec , 2011 16:17 pm
Post
by littlemoon » Mon 06 Feb , 2012 19:28 pm
right, stripped the tool changer and yes the grease had set solid on the needle bearings and shaft. i have cleaned the whole unit in a degreaser bath. i have a few more questions, how does the main shaft come out of the housing and should the pinion slide up and down the shaft or to put it another way, the pinion stays in the same place but the shaft slides backwards and forwards throught the pinion. the pinion seems seized on the shaft and with the rack in place it surely would have to slide on the shaft ?. here is a pic or two. prior to stripping i scribbed on each part so i can re aline easer when re assembling.


cheers again simon
-
Martin
- CNC Guru
- Posts: 1900
- Joined: Fri 24 Feb , 2006 17:09 pm
- Location: Brighouse
Post
by Martin » Tue 07 Feb , 2012 10:00 am
Yes the centre shaft should move through the gear wheel.
-
littlemoon
- CNC Apprentice
- Posts: 46
- Joined: Mon 19 Dec , 2011 16:17 pm
Post
by littlemoon » Tue 07 Feb , 2012 13:33 pm
Martin wrote:Yes the centre shaft should move through the gear wheel.
was just about to try and press the shaft out in a press when i noticed what looked like a thread on shaft, after a bit of tapping back and forwards i managed to turn the pinion gear off the shaft and then remove the shaft from the housing . i am going to clean,lube and re assemble this afternoon. cheers simon
-
littlemoon
- CNC Apprentice
- Posts: 46
- Joined: Mon 19 Dec , 2011 16:17 pm
Post
by littlemoon » Tue 07 Feb , 2012 15:13 pm
right , nearly got the tool changer reasembled but cant remember how the last bits go on i.e. the bearing and top hat with keyway ?. is there a diagram or a parts list with an exploded view ?. cheers simon
-
littlemoon
- CNC Apprentice
- Posts: 46
- Joined: Mon 19 Dec , 2011 16:17 pm
Post
by littlemoon » Wed 08 Feb , 2012 17:59 pm
tool changer is now back together and seems to be working ok, just some fine tuning to get it spot on as seems to not locate when selecting tool 7 (only slightly out). but all other posittions seem good

. cheers simon.
is there a program to do a full test run of the full machine ?
-
Martin
- CNC Guru
- Posts: 1900
- Joined: Fri 24 Feb , 2006 17:09 pm
- Location: Brighouse
Post
by Martin » Wed 08 Feb , 2012 22:27 pm
Well done Simon.
What happens when you request tool 7?
No there is no test program for the toolpost but it is straight forward to create one.
I would normally write something like this.
M06 T0101
G04 X15
M06 T0808
G04 X15
M06 T0707
G04 X15
M06 T0606
G04 X15
M06 T0505
G04 X15
M06 T0404
G04 X15
M06 T0303
G04 X15
M06 T0202
G04 X15
M06 T0101
G04 X15
M06 T0202
G04 X15
M06 T0303
G04 X15
M06 T0404
G04 X15
M06 T0505
G04 X15
M06 T0606
G04 X15
M06 T0707
G04 X15
M06 T0808
G04 X15
M06 T0101
G04 X15
M06 T0505
G04 X15
M06 T0202
G04 X15
M06 T0606
G04 X15
M99
-
littlemoon
- CNC Apprentice
- Posts: 46
- Joined: Mon 19 Dec , 2011 16:17 pm
Post
by littlemoon » Wed 08 Feb , 2012 23:24 pm
after trying each tool selection say from 1 to 2 to 3 to 4 and so on, somtimes it does not pull the faceplate back in as though its not quite lined up with the gear. a quick turn by hand and it pulls the plate back. if you went from 2 to 6 it works fine as the face plate is doing a full turn. it seems to be worse on the short turns. a bit of fine tuning may sort this ?, or is there a beter method to re set/re align the tool changer. i will try the test program you have written. thanks again for your help
-
Martin
- CNC Guru
- Posts: 1900
- Joined: Fri 24 Feb , 2006 17:09 pm
- Location: Brighouse
Post
by Martin » Thu 09 Feb , 2012 9:43 am
They were allways trial & error. You may be best loading it up with your tools also. With a different load the inertia & stopping distance will alter.
You should be able to just rotate the switch slightly.
Failing that it may be possible to slow the motor down slightly. Do you know if this machine has a toolpost inverter fitted & if so what type & model is it?
-
littlemoon
- CNC Apprentice
- Posts: 46
- Joined: Mon 19 Dec , 2011 16:17 pm
Post
by littlemoon » Thu 09 Feb , 2012 11:05 am
Martin wrote:They were allways trial & error. You may be best loading it up with your tools also. With a different load the inertia & stopping distance will alter.
You should be able to just rotate the switch slightly.
Failing that it may be possible to slow the motor down slightly. Do you know if this machine has a toolpost inverter fitted & if so what type & model is it?
i was also thinking it might be turning too fast and over running the gear slots. as regaurds the tool post inverter i think this is it

cheers simon
-
Martin
- CNC Guru
- Posts: 1900
- Joined: Fri 24 Feb , 2006 17:09 pm
- Location: Brighouse
Post
by Martin » Thu 09 Feb , 2012 11:23 am
The F4 needs a plug in control panel so that makes things a bit awkward.
Where are you lacated?

