Is or was the Triac completely designed in the Uk or was a far eastern casting used as the basis?
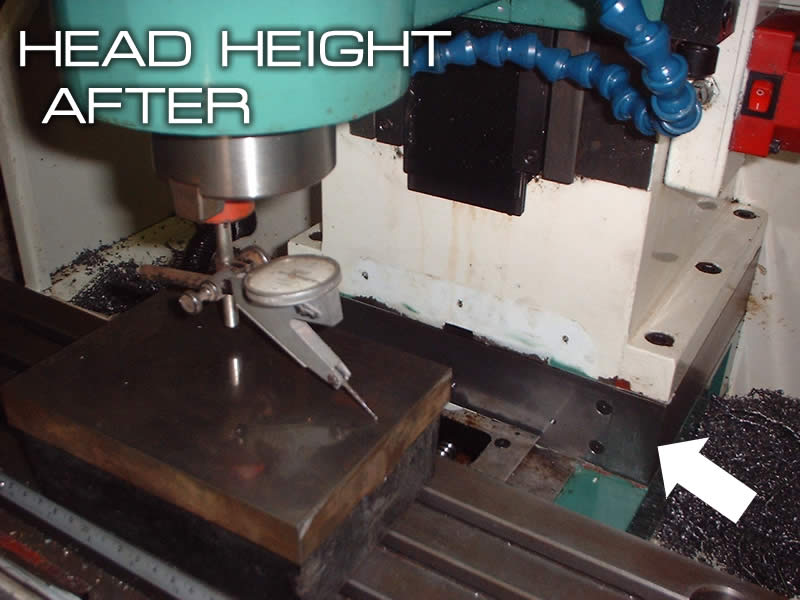
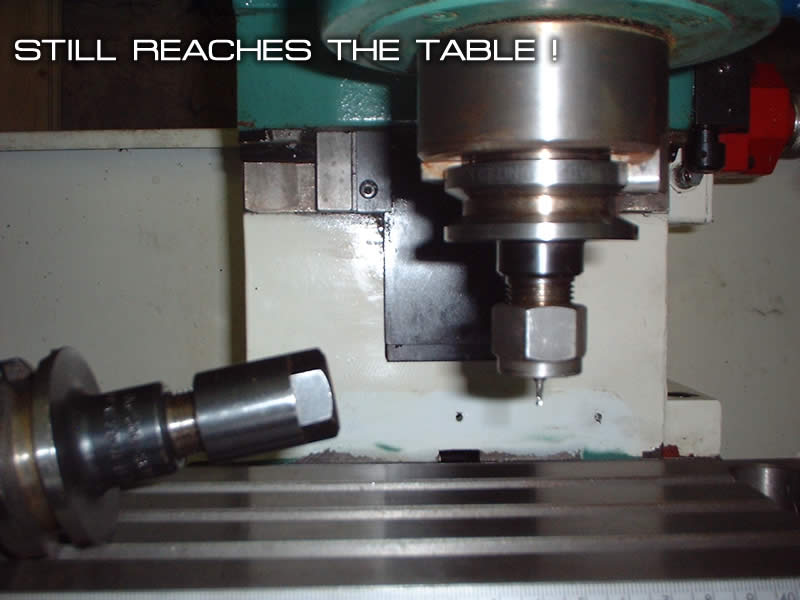
The reason I ask is cos the spindle will kiss the table and still have about 80mm (off the top of my head) of travel.
So... I found some 60mm blocks and raised the column.. tell me how to upload piccys and I'll show you.
The cables are just about long enough and of course the ATC is not affected and best of all you can put longer tools in the changer! or machine bigger lumps
Can you tell me the colours of the machine are they RAL codes?
Who designed the Triac?
Moderators: Martin, Steve, Mr Magoo
-
Triac whizz

- CNC Expert

- Posts: 238
- Joined: Mon 17 Jul , 2006 21:48 pm
- Location: France
-
Denford Admin

- Site Admin
- Posts: 3649
- Joined: Fri 10 Feb , 2006 12:40 pm
- Hardware/Software: Go to User Control Panel > Profile
Enter as much information about your CNC hardware and software as you can - it makes it easier for everyone to know what you're talking about then. - Location: Sunny Brighouse
- Contact:
Hi,
Send any pics to technical@denford.co.uk
I'm pretty sure its all been designed in the UK but I believe some castings have at one time been made in the East - one for the old timers this.
re the paint - its something I can look up later
PS - It'd be interesting to know what your making on the machine
Send any pics to technical@denford.co.uk
I'm pretty sure its all been designed in the UK but I believe some castings have at one time been made in the East - one for the old timers this.
re the paint - its something I can look up later
PS - It'd be interesting to know what your making on the machine
-
Denford Admin
- Site Admin
- Posts: 3649
- Joined: Fri 10 Feb , 2006 12:40 pm
- Hardware/Software: Go to User Control Panel > Profile
Enter as much information about your CNC hardware and software as you can - it makes it easier for everyone to know what you're talking about then. - Location: Sunny Brighouse
- Contact:

-
Triac whizz
- CNC Expert
- Posts: 238
- Joined: Mon 17 Jul , 2006 21:48 pm
- Location: France
-
Denford Admin
- Site Admin
- Posts: 3649
- Joined: Fri 10 Feb , 2006 12:40 pm
- Hardware/Software: Go to User Control Panel > Profile
Enter as much information about your CNC hardware and software as you can - it makes it easier for everyone to know what you're talking about then. - Location: Sunny Brighouse
- Contact:
-
Triac whizz
- CNC Expert
- Posts: 238
- Joined: Mon 17 Jul , 2006 21:48 pm
- Location: France
A special colour mixed by your supplier, hmm well thats what they tell you 
I bet it's left overs
Anyway as you can see mines the older blue/sea green, but really it's the colour of white I need to find out - these Fanucs arn't very watertight! nor swarftight (is that a word?)
Don't tell me you need to know what day it was made....
I bet it's left overs
Anyway as you can see mines the older blue/sea green, but really it's the colour of white I need to find out - these Fanucs arn't very watertight! nor swarftight (is that a word?)
Don't tell me you need to know what day it was made....
-
Denford Admin
- Site Admin
- Posts: 3649
- Joined: Fri 10 Feb , 2006 12:40 pm
- Hardware/Software: Go to User Control Panel > Profile
Enter as much information about your CNC hardware and software as you can - it makes it easier for everyone to know what you're talking about then. - Location: Sunny Brighouse
- Contact:


Does anyone remember the original Triac - with a 3 phase induction motor and smaller spindle nose 
A completely different (smaller) head casting which gave a similar working Z travel to Triac Whizzes modified machine
We changed over to a DC motor to get a better speed/torque curve and to allow us to fit the drawbar assembly (ac motor was short and fat, dc motor is long and thin) but it meant a redesign of the head casting and changing the spindle to accept BT30 tooling
In the process we lost a bit of Z travel but thought it a good trade-off.
Never did get around to increasing the length of the column though......
A completely different (smaller) head casting which gave a similar working Z travel to Triac Whizzes modified machine
We changed over to a DC motor to get a better speed/torque curve and to allow us to fit the drawbar assembly (ac motor was short and fat, dc motor is long and thin) but it meant a redesign of the head casting and changing the spindle to accept BT30 tooling
In the process we lost a bit of Z travel but thought it a good trade-off.
Never did get around to increasing the length of the column though......
Older (I think ) Triac
Mr Magoo asked if anyone remembered the older shorter spindles... well mine is short enough that none of it protrudes below the casting. It is an R8 type. I would love to know how to switch to the bt30 spindle, and yes mine has the 3 phase stubby motor. So which DC motor would be a suitable swap? I bought the whole machine recently and would like to upgrade it to modern drivers, controllers, etc, so long as the stock steppers will work (anyone know the specs on the stock steppers...uni or bipolar, volts, amps, ohms thru coils, torque????). I believe it was built in 1985, it is all green with no ATC. Looks as though it was hardly used. It had bottom control cabinet (black) and panel with cassette door, and white side-arm for monitor I assume.
-
Triac whizz
- CNC Expert
- Posts: 238
- Joined: Mon 17 Jul , 2006 21:48 pm
- Location: France
Why do you want change it for BT30? you have no tool change. A cheaper option (maybe) would be quick change https://www.coventrytoolholders.co.uk/pr ... ange.htm#1
Again why change the motor? I guess it's worked by a VFD (variable frequency drive) and uses a 0-10volt input for freqency control so that would be compatable with electronics available on the hobby market. Though you would probably need anew vfd to make it go faster, I believe 2500rpm is the top speed?
The motors will most certainly be suitable for use with geckos - is there not a label? try looking at the Z motor hopefullly that would have been covered when it was painted! I know it's a sod because if you wipe the paint of with thinners the printing comes off the label!
Does it work as it is?
Again why change the motor? I guess it's worked by a VFD (variable frequency drive) and uses a 0-10volt input for freqency control so that would be compatable with electronics available on the hobby market. Though you would probably need anew vfd to make it go faster, I believe 2500rpm is the top speed?
The motors will most certainly be suitable for use with geckos - is there not a label? try looking at the Z motor hopefullly that would have been covered when it was painted! I know it's a sod because if you wipe the paint of with thinners the printing comes off the label!
Does it work as it is?
Self Catering Lodges in Central France with covered pool & large grounds
www.la-coterie.com
www.la-coterie.com
Yes the quick change route is desirable, mainly seeking repeatable tool offets.
I had speculated that the voltage rating of the 1985 era motors might be problematic based on a post I previously read. I also have a Denford Orac that has the Z Axis motor unpainted under the cover, and appears identical to the Triac X and Y steppers, I will look at it once again to try and glean spec's.
According to the previous owner it (TRIAC) works as is, but I have no manuals, software, or experience running it, and am learning MasterCam-X and Solidworks as we speak. From what I understand it would help simplify things to modernize the drivers and control cards in such a way that the CAD/CAM I am learning could be tied into its use via PC, essentially eliminating all but the steppers if they are compatible with Gecko drives, although I am not sure which components I should favor for that route.
I had speculated that the voltage rating of the 1985 era motors might be problematic based on a post I previously read. I also have a Denford Orac that has the Z Axis motor unpainted under the cover, and appears identical to the Triac X and Y steppers, I will look at it once again to try and glean spec's.
According to the previous owner it (TRIAC) works as is, but I have no manuals, software, or experience running it, and am learning MasterCam-X and Solidworks as we speak. From what I understand it would help simplify things to modernize the drivers and control cards in such a way that the CAD/CAM I am learning could be tied into its use via PC, essentially eliminating all but the steppers if they are compatible with Gecko drives, although I am not sure which components I should favor for that route.
-
Triac whizz
- CNC Expert
- Posts: 238
- Joined: Mon 17 Jul , 2006 21:48 pm
- Location: France
I'm guessing that the motor is just a standard off the shelf 3ph motor wired for 240 3ph supply, easily changable, take the cover off the joint box and there's normally a wiring diag. Though all you'll need is a modern frequency converter that runs off single phase.
Even if the voltage is "dodgy" It will probably be a standard frame size
I think I saw somewhere in here that the Orac had 4Amp motors running off 2A drives, it's not a problem with a gecko as you can set the currnet via a resistor - up to 7 Amps (no resistor)
Good luckwith Mastercam - it's supposed to be the leader but you can see its origins in DOS I use Dolphin Partmaster nice n easy once you've grasped it - M/C done my head in rickeeee (eastenders  )
)
While these will create G code for you they won't run your machine, you need Mach3 for that (& other programs available) - but you knew that anyway...
Even if the voltage is "dodgy" It will probably be a standard frame size
I think I saw somewhere in here that the Orac had 4Amp motors running off 2A drives, it's not a problem with a gecko as you can set the currnet via a resistor - up to 7 Amps (no resistor)
Good luckwith Mastercam - it's supposed to be the leader but you can see its origins in DOS
While these will create G code for you they won't run your machine, you need Mach3 for that (& other programs available) - but you knew that anyway...
Self Catering Lodges in Central France with covered pool & large grounds
www.la-coterie.com
www.la-coterie.com
-
toby1995
- CNC Apprentice

- Posts: 49
- Joined: Sat 12 Mar , 2016 16:10 pm
- Hardware/Software: Denford VR Milling
Mastercam
Fanuc
Denford Triac
Doosan Lynx 220LSY
Hardinge Talent 8/52
DN Solutions 6700XL
Re: Who designed the Triac?
I've got the standard 1997 triac with 30INT spindle, how would i go about converting to BT30 for a future retrofitted tool changer project?. are there direct replacement spindles from the models above mine, or is it the exact same spindle apart from it just requiring all the gripping and releasing components? if there are any triac spindles lying about i would be very interested in a purchase, would save me a lot of work!
thanks
thanks