(This feature was added to VR Milling version 5)
IVAC stands for Inter-Vector-Angle-Control
It means that the tools velocity is adjusted according to the moves that it is about to make. If the tool is about to make a sharp corner, then the velocity is reduced accordingly. This system was developed to allow stepper machines to run very quickly over smooth surfaces, but slow down at tight corners, preventing the motors from stalling.
- IVAC1.jpg (186.71 KiB) Viewed 3448 times
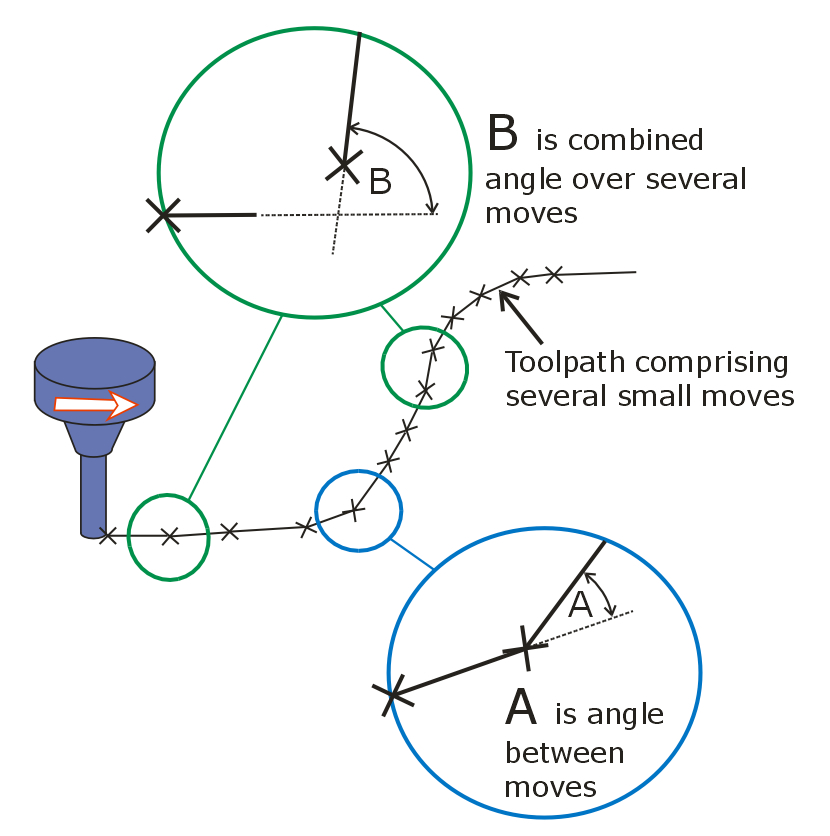
Angle A shown above is the change in direction between each move. In this example, the change in angle is slight and the tool would normally run at full speed through these moves (and probably stall the motors). However, looking at the bigger picture, the tool is actually changing direction quite sharply (Angle B). In this situation IVAC would have looked ahead and seen that the next few moves will cause a sharp change in direction and will reduce the velocity in plenty of time. The start time and amount of velocity clamping is determined by axes deceleration times, and the overall angle of change. IVAC will work on surfaces comprising both lines and arcs.
