Page 1 of 1
Getting started with VR Milling
Posted: Thu 10 Jun , 2010 13:51 pm
by Denford Admin
We are often asked what information we have for getting started or re-acquainted with the Denford VR Milling software and machines.
So, I'm going to post a few relevant things here.
Also remember that pressing F1 brings up help, and the help menu in the VR software also has links to Tutorials
Re: Getting started with VR Milling
Posted: Thu 10 Jun , 2010 13:55 pm
by Denford Admin
A good guide to getting started with v5 VR Milling:
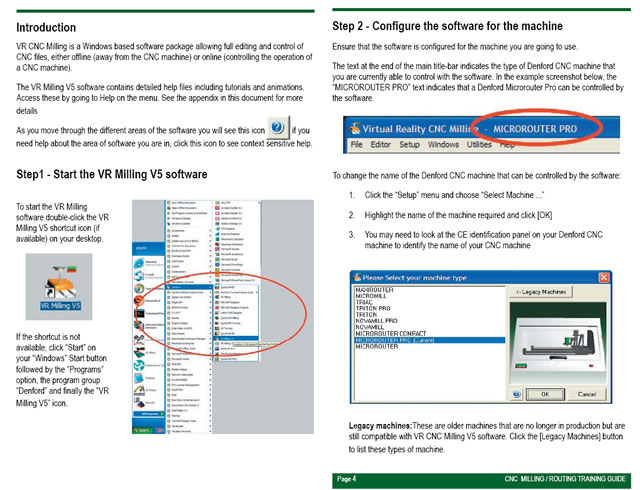
- V5 CNC Milling_Routing.jpg (79.02 KiB) Viewed 13853 times
Re: Getting started with VR Milling
Posted: Mon 05 Jul , 2010 10:36 am
by davidfhu
Hi, Denford Admin.
Your advice is really helpful. F1 really work here. I am looking for information about commend in the .FNC.
BTW, how can we reduce the .FNC when we know that we want to start somewhere else, other than from the top?
Re: Getting started with VR Milling
Posted: Mon 05 Jul , 2010 11:15 am
by Steve
Try the block search function on the menu bar at the bottom left of the screen.
If you open any window and click F1 you will get help on the function.
Block Search
This function allows you to start the program from a specified line number.
This is useful when you wish to start a program at a position where it had been previously stopped (e.g. Emergency stop activated).
In order to do this safely, the program is scanned to :
Determine which tool was being used at the time.
Determine the spindle speed and whether the spindle was on or off.
Determine the axes position of the cutter.
--------------------------------------------------------------------------------
To start the program from a specified line number :
Ensure the program is loaded into the editor.
Position the cursor on the line you wish the program to start at. Note: it is advisable to choose a line number previous to the actual line the program stopped at. This is particularly important if turbo was active when the original program was run. In which case you should choose a line at least 30 lines before the line the program stopped at on the previous run.
Click the button located on the option toolbar. (the window will open with the line number the cursor is at being specified as the Target Line).
When the block search form appears, it should automatically select the line where the cursor is in the editor, if not then select the line you require in the editor, then press the Get... button
Select Automatic mode on the machine
Click the restart button. (All program lines prior to the Target Line are scanned to determine the tool number, spindle condition and axes position).
The machine will now follow this sequence:
Lift Z up to the home position
Change the tool to the last one called (if any)
Start the Spindle (if any Spindle M codes are used)
Move X and Y to the mid-program start position at rapid
Move Z to 5mm above the start position at rapid
Move Z to the start position at feed
You will now be asked if you wish to continue running the rest of the program - click OK to confirm or cancel stops block search
If you wish to have more control over the way that the program is restarted, then click the Advanced Mode check box. Prev and Next buttons now appear to give access to the block start wizard.
Re: Getting started with VR Milling
Posted: Mon 05 Jul , 2010 11:32 am
by Denford Admin
I am looking for information about commend in the .FNC.
Did you mean comment(s) in the .FNC program ?
Just put comments after an open bracket "("
Denford specialised comments use square brackets "[" and these are read by the program to define things like the simulation billet size