It does have an RS232 port which talks happily to the Denford DOS software - but the editing on that is barely better than the PNC. All I've used it for is saving programs as the micro cassette drive is bust. It's a shame it cannot save tool offsets.
The only conclusion was to convert it to Mach3 - which is pretty easy to use and offers pretty decent CAM integration.
I bought a break-out-board (BOB) from CNC4PC which is fully opto-isolated and includes a 0-10v analogue output to control the spindle.

Since the drives in the PNC3 work perfectly - there seemed little point in replacing them. I decided to replace the keyboard, CPU and interface boards with the BOB + a PC with the BOB housed in the original control box.
To save a bit of cable tracing - and to give me a fall-back position if the conversion does not work - I'm going to interface to the original plugs in the PNC3.
The plugs/sockets are all available from Rapid Electronics individually. Most other suppliers insist on you buying in multiples of 5 or more.
I bought a square of strip-board on which to build the interface - only because it's easy. (and nobody will be able to see it!)

Later on, I'll post a complete parts list with item numbers.
I wanted to add a Manual Pulse Generator (MPG) for using the lathe in a semi-manual mode. This is useful for simple jobs like facing off a bar without writing code. The pendant controls I found were nice - but mucho expensive! I found some Bourne rotary encoders on eBay for £10 each - so bought a couple. These will control X & Z directly via Mach.
The BOB doesn't have sufficient inputs for two MPG's - so I bought a cheap Parallel card for the PC just for that.
Last night - I traced all the connections to the plugs inside the PNC - and discovered I needed a few more sockets for my interface board. I connected up the X & Z step & direction to the BOB - and they moved! I used the same circuit that several other people have posted to convert the 5v output of the CNC4PC to the 12v input of the drives.
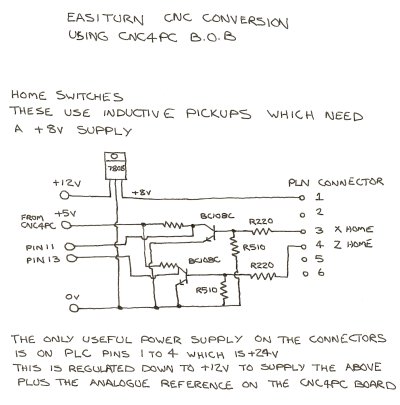
The Over-travel switches appear to be mechanical - so easy just to connect to the BOB. The home sensors however are an inductive pickup which need a simple transistor amplifier to convert to Logic levels. I stole the circuit from the Denford Manual:
I'll try it out when the connectors arrive - and let you know how it goes!
Si